kitty litter manufacturer
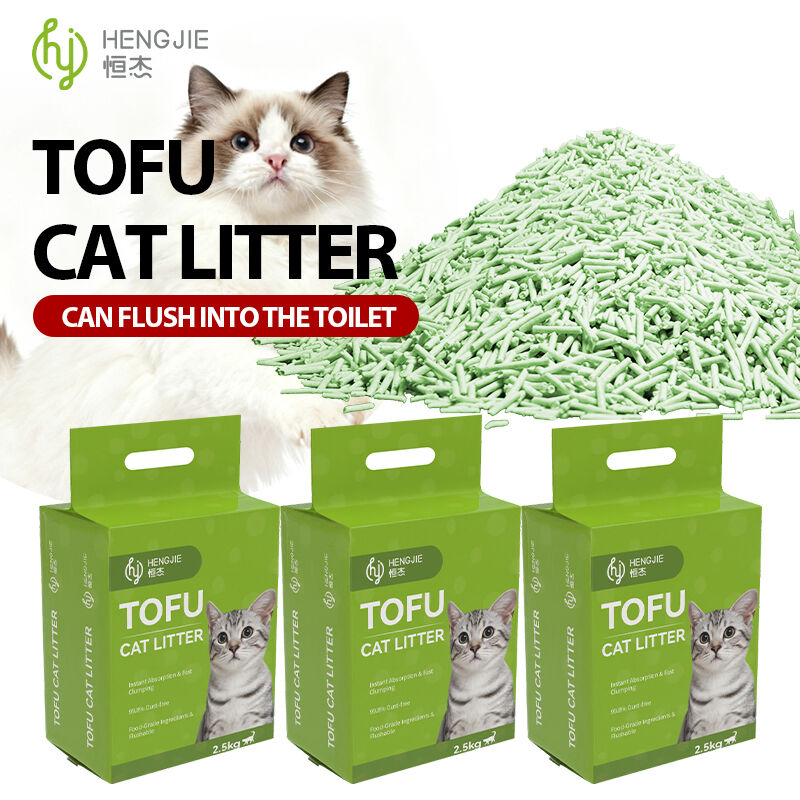
A kitty litter manufacturer represents a specialized production facility dedicated to creating various types of cat litter products that serve as essential hygiene solutions for pet owners worldwide. These manufacturing operations combine advanced technology with innovative materials to produce absorbent, odor-controlling substrates that provide cats with comfortable and sanitary elimination areas while simplifying cleanup processes for their human companions. Modern kitty litter manufacturer facilities utilize sophisticated equipment including rotary kilns, granulation systems, packaging machinery, and quality control laboratories to ensure consistent product performance. The primary function of any kitty litter manufacturer involves transforming raw materials such as bentonite clay, silica gel crystals, recycled paper, wood chips, corn kernels, or wheat into highly effective absorption media. These facilities employ advanced processing techniques including heating, drying, sieving, dust removal, and chemical treatment to enhance the natural properties of base materials. Technological features within contemporary manufacturing plants include automated mixing systems that ensure uniform distribution of additives, precision temperature controls for optimal drying conditions, and sophisticated dust collection systems that maintain clean production environments. Quality assurance protocols involve continuous monitoring of absorption rates, clumping strength, particle size distribution, and dust levels throughout production cycles. Applications for products from a kitty litter manufacturer extend beyond basic cat waste management to include specialized formulations for multi-cat households, sensitive cats with allergies, and environmentally conscious consumers seeking biodegradable alternatives. The manufacturing process typically begins with raw material preparation, followed by mixing, processing, drying, screening, and final packaging in various container sizes to meet diverse market demands.